SENDA produce lame rotative HRC55 per taglio longitudinale continuo di lamiere, bobine e strisce in acciaio inossidabile.
Ogni lama è personalizzata in base alla qualità dell'acciaio inossidabile, allo spessore del materiale, alla resistenza alla trazione, alla velocità di taglio, alle dimensioni dell'arbor e alle condizioni della macchina.D2 e SKD11 sono disponibili come opzioni principali di materiale per lame, con una durezza di HRC 55 ̊57.
Per le dimensioni applicabili delle lame, la tolleranza dello spessore può essere controllata fino a ± 0,001 mm, il parallelismo fino a 0,002 mm e la rugosità della superficie lucida fino a Ra 0,1 μm.
Informazioni chiave sul prodotto
|
Articolo
|
Specificità
|
| Materiale della lama |
D2 / SKD11 |
| Durezza |
HRC 55 ̊57 |
| Dimensioni |
Personalizzato secondo disegni |
| MOQ |
2 pezzi |
| Tempo di consegna |
Circa 35 giorni |
| Imballaggio |
Cassa in legno |
| Ricottura |
Disponibile per clienti esteri |
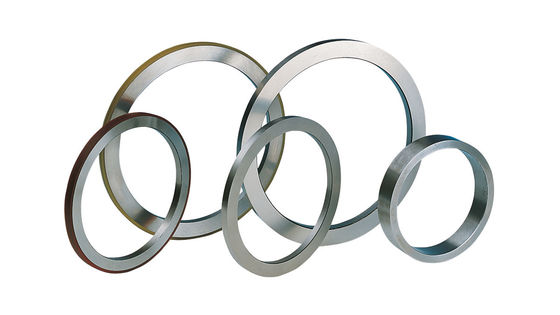
Visualizzazione del prodotto
Le lame rotanti di taglio HRC55 sono installate sulle spalle superiori e inferiori delle macchine per taglio in acciaio inossidabile.Le lame utilizzano un'apertura orizzontale controllata e una sovrapposizione verticale per dividere continuamente lamiere o bobine in acciaio inossidabile in strisce più strette.
Le applicazioni tipiche sono:
- Linee di taglio di bobine in acciaio inossidabile
- Macchine per tagliare lamiere di acciaio inossidabile
- Produzione di nastri in acciaio inossidabile
- Centri di assistenza per la lavorazione dei metalli
- Trasformazione di strisce di acciaio inossidabile di precisione
- Fabbricazione a partire da acciaio inossidabile
- Sistemi di taglio con più coltelli
Il risultato finale del taglio non è determinato solo dalla durezza, dal materiale della lama, dalla precisione dimensionale, dalla geometria all'avanguardia, dalla condizione dell'arbor,La configurazione e i parametri di installazione dell'interruttore devono anche essere adeguati all'applicazione..
Prima della produzione, SENDA verifica la qualità, lo spessore, la resistenza alla trazione, le dimensioni della lama e le condizioni della macchina.
Problemi comuni nel taglio dell'acciaio inossidabile
Altri tipi di frangia
L'eccesso di abborraggi può essere dovuto a un'incorretta apertura orizzontale, a bordi di taglio usurati, a errori di installazione della lama o a un'escursione della veranda.
Lo spessore della lama e il parallelismo influenzano anche la posizione di taglio tra la lama superiore e quella inferiore.le deviazioni dimensionali delle singole lame e spazzature possono accumularsi e modificare il livello di chiusura effettivo.
Il controllo della fessura richiede quindi una valutazione sia delle lame che della configurazione completa degli utensili.
Fabbricazione di frantumi di taglio
Il frantumamento delle lame non è sempre causato da una durezza insufficiente.
Se la durezza è troppo elevata senza una durezza sufficiente, può verificarsi una frantumazione locale quando si taglia acciaio inossidabile ad alta resistenza, si opera con eccessiva sovrapposizione di lame o si incontra un impatto anormale.
Se la durezza è troppo bassa, possono aumentare l'usura del taglio e la frequenza di macinatura.
L'intervallo HRC 55 ̊57 deve pertanto essere corrispondente alla condizione di trattamento termico di D2 o SKD11, resistenza dell'acciaio inossidabile, spessore del materiale e carico della macchina.
Usura irregolare della lama
L'usura unilaterale o localizzata della lama può essere correlata a:
- Piattazza o parallelizzazione della lama
- Sgomberata di prua
- Configurazione dello spessore dello spaziatore
- Condizione di blocco dell'utensile
- Carico irregolare
- Variazioni dello spessore dell'acciaio inossidabile
- Corrispondenza errata tra lama e pezzo di lavoro
Prima di sostituire le lame, devono essere ispezionati anche gli alberi, gli spaziatori, gli anelli di spogliamento e le condizioni di installazione.
Larghezza della striscia instabile
La variazione della larghezza della striscia può essere causata dallo spessore della lama, dalla precisione dello spaziatore, dal posizionamento dell'arbor, dal blocco degli utensili o dal tracciamento del materiale.
Per le linee di taglio a più lame, il controllo delle dimensioni deve riguardare l'insieme completo degli utensili e non solo le singole lame rotanti.
Perché il materiale, la durezza e la precisione delle lame devono essere uguali
HRC55 non è l'unico fattore di selezione
HRC55 indica il livello di durezza Rockwell della lama, ma non può determinare in modo indipendente se la lama è adatta a una particolare linea di taglio in acciaio inossidabile.
La selezione della lama deve anche tener conto:
- Acciaio inossidabile
- Spessore del materiale
- Resistenza alla trazione o durezza
- Velocità di taglio
- Larghezza della striscia richiesta
- Diametro esterno, diametro interno e spessore della lama
- Condizioni della macchina e del porticciolo
- Problemi esistenti di rughe, frantumi o usura
D2 e SKD11 possono essere sottoposti a trattamento termico nell'intervallo HRC 55-57. Il materiale finale e la configurazione di trattamento termico devono essere selezionati in base alle condizioni di funzionamento effettive.
La tolleranza dello spessore influenza l'assemblaggio degli utensili
Per le dimensioni applicabili della lama, SENDA può controllare la tolleranza dello spessore della lama fino a ± 0,001 mm.
In un gruppo di utensili a più lame, lo spessore della lama e dello spaziatore determina la larghezza accumulata dell'utensile.L'eccessiva deviazione accumulata può comportare una variazione della larghezza della striscia o una differenza tra la distanza di taglio effettiva e quella progettata..
Il valore di ± 0,001 mm non si applica a tutti i diametri e spessori, le tolleranze finali sono confermate in base alle dimensioni della lama e al grado di precisione richiesto.
Il parallelo influenza il contatto della lama
Per le dimensioni applicabili delle lame, il parallelismo può essere controllato fino a 0,002 mm.
La deviazione di parallelismo può causare contatto localizzato, carico irregolare o usura incoerente del taglio.Il parallelo controllato aiuta a mantenere la posizione di contatto prevista tra le lame superiori e inferiori.
La rugosità della superficie influisce sull'attrito e sul contatto
La superficie fine standard può raggiungere Ra 0,2 μm.
Per le dimensioni applicabili delle lame è disponibile una superficie lucidata fino a Ra 0,1 μm.
La finitura superficiale richiesta deve essere selezionata in base ai requisiti di superficie in acciaio inossidabile, all'aderenza del materiale, alla velocità di taglio e alle condizioni di funzionamento.
Soluzione per lame di taglio rotativo SENDA HRC55
Personalizzato in base ai disegni e alle condizioni di funzionamento
SENDA produce lame rotative HRC55 in base a disegni del cliente, campioni fisici o dimensioni esistenti.
Gli elementi personalizzabili includono:
- Diametro esterno
- Diametro interno
- Spessore della lama
- Fittura a foratura
- Geometria all'avanguardia
- Durezza
- Piatto
- Parallelismo
- Roverezza della superficie
- Protezione contro la ruggine
- Metodo di imballaggio
La qualità dell'acciaio inossidabile, l'intervallo di spessore, la resistenza alla trazione, la velocità di taglio e le condizioni della macchina sono esaminate prima della produzione.
Opzioni di materiale D2 e SKD11
D2 e SKD11 sono acciai per utensili a freddo utilizzati per le lame di taglio dei metalli.
La selezione finale dei materiali dipende da:
- Forza dell'acciaio inossidabile
- Spessore del materiale
- Carico di taglio
- Modalità di usura prevista
- Rischio di frantumazione
- Requisiti di ristoro
- Condizioni della linea di taglio
Il valore HRC 55 ‰ 57 indicato in questa pagina è la gamma di durezza della lama disponibile, che non significa che ogni applicazione utilizzi un identico processo di trattamento termico.
Smallatura di precisione e controllo delle dimensioni
SENDA controlla i seguenti elementi in base alle dimensioni della lama e al disegno approvato:
- Spessore della lama
- Piatto
- Parallelismo
- Dimensioni del foraggio
- Concentricità o deflusso radiale
- Condizione all'avanguardia
- Roverezza della superficie
Per le dimensioni applicabili delle lame:
- Tolleranza dello spessore può raggiungere ± 0,001 mm
- Il parallelo può raggiungere 0,002 mm
- La rugosità di superficie standard può raggiungere Ra 0,2 μm
- La rugosità della superficie lucidata può raggiungere Ra 0,1 μm
Supporto completo degli attrezzi per taglio
Oltre alle lame di taglio rotative, SENDA può fornire componenti di utensili corrispondenti in base alla larghezza della striscia richiesta, al metodo di rimozione del materiale e alla struttura della macchina.
I componenti disponibili includono:
- Distanziatori in acciaio
- Scammi
- Anelli in PU
- Anelli di gomma
- Anelli di separazione
- Anelli da spogliarello in acciaio
Le lame, gli spaziatori e i componenti di stripping devono essere configurati come un sistema completo di attrezzature per ridurre le disparità dimensionali e lo stripping instabile del materiale.
Specifiche tecniche
|
Parametro
|
Specificità
|
| Nome del prodotto |
HRC55 lame di taglio rotative |
| Applicazione |
Fabbricazione a partire da acciai inossidabili |
| Materiale della lama |
D2 / SKD11 |
| Durezza |
HRC 55 ̊57 |
| Diametro esterno |
Personalizzato secondo disegno |
| Diametro interno |
Personalizzato in base alle dimensioni dell'arbor |
| Spessore della lama |
Personalizzato in base alla configurazione degli attrezzi |
| Tolleranza dello spessore |
Fino a ± 0,001 mm per le dimensioni applicabili delle lame |
| Parallelismo |
Fino a 0,002 mm, a seconda delle dimensioni |
| Piatto |
Controllato in base ai requisiti di diametro, spessore e disegno della lama |
| Tolleranza al noia |
Secondo il disegno approvato e l'allineamento della trave |
| Concentricità / scarico radiale |
Secondo il dato di disegno e di ispezione approvato |
| Roughness di superficie standard |
Ra 0,2 μm |
| Roverezza della superficie lucidata |
Fino a Ra 0,1 μm per le dimensioni applicabili delle lame |
| Geometria di bordo |
Personalizzato in base all'applicazione di taglio |
| Base di produzione |
Disegno, campione o dimensioni esistenti della lama |
| Attrezzature corrispondenti |
Altri dispositivi per il controllo delle emissioni di gas |
| MOQ |
2 pezzi |
| Tempo di consegna |
Circa 35 giorni |
| Imballaggio standard |
Cassa in legno |
| Servizio di ristoro |
Disponibile per clienti esteri |
| Certificazione |
ISO 9001 |
| Paese di origine |
Cina |
Nota:I valori di precisione elencati non si applicano a tutte le dimensioni della lama, ma le tolleranze e i criteri di controllo definitivi sono confermati in base al diametro, allo spessore, al materiale e al disegno approvato della lama.
Applicazioni di taglio in acciaio inossidabile
Le lame rotanti HRC55 sono utilizzate per il taglio longitudinale di lamiere, bobine e strisce di acciaio inossidabile.
La configurazione della lama deve essere selezionata in base al grado specifico di acciaio inossidabile e alle condizioni di esercizio.
Diversi tipi di acciaio inossidabile possono avere caratteristiche diverse:
- Resistenza alla trazione
- Atteggiamenti che induriscono al lavoro
- Requisiti di superficie
- Requisiti di taglio di bordo
- Rischi di frantumazione e usura
La descrizione generale "acciaio inossidabile" non è sufficiente per la selezione finale della lama.
Come funzionano le lame rotative HRC55
Le lame di taglio rotanti sono normalmente installate in coppia su alberi superiori e inferiori.
Mentre l'acciaio inossidabile passa attraverso la macchina, le lame superiori e inferiori creano un'azione di taglio continua attraverso un libero orizzontale controllato e una sovrapposizione verticale.
La condizione finale di taglio è influenzata da:
- Materiale e durezza della lama
- Condizione all'avanguardia
- Disponibilità orizzontale
- Sovrapposizione verticale
- Precisione della trave
- Parallelismo della lama
- Configurazione dello spessore dello spaziatore
- Arrangement con anello di spogliarellista
- Spessore del materiale
- Resistenza alla trazione
- Velocità della linea di produzione
Non si dovrebbe applicare un unico rapporto di chiusura fisso per ogni grado di acciaio inossidabile.
La franchezza orizzontale deve essere selezionata in base alla qualità dell'acciaio inossidabile, allo spessore del materiale, alla resistenza alla trazione, alle condizioni dei bordi richieste e alle condizioni della macchina.
Un'apertura insufficiente può aumentare il carico di taglio, l'usura e il rischio di frantumazione, mentre un'apertura eccessiva può causare una zona di frattura più ampia, un aumento delle fratture o deformazioni dei bordi.
Come scegliere la lama da taglio HRC55 corretta
Confirmare il materiale in acciaio inossidabile
Indicare:
- Acciaio inossidabile
- Serie SUS
- Condizione materiale
- Resistenza alla trazione
- Forza o durezza del rendimento
Il grado e la resistenza del materiale influenzano il materiale della lama, la durezza, la geometria dei bordi e la distanza di taglio.
Confirmare lo spessore del materiale
Indicare:
- Spessore di funzionamento normale
- Spessore minimo
- Spessore massimo
- Se lo spessore cambia durante la produzione
Lo spessore del materiale influisce sul carico della lama, sulle dimensioni, sul libero e sui requisiti di sovrapposizione.
Conferma le dimensioni della lama
Le informazioni raccomandate includono:
- Diametro esterno
- Diametro interno
- Spessore della lama
- Struttura di chiavetta o di montaggio
- Geometria all'avanguardia
- Materiale della lama esistente
- Durezza della lama esistente
Se non è disponibile un disegno tecnico, il cliente può fornire fotografie, dimensioni o campioni fisici delle lame esistenti.
Conferma della macchina e dei parametri di produzione
Indicare:
- Modello di macchina da taglio
- Dimensioni del proiettile
- Velocità di taglio
- Larghezza della striscia richiesta
- Numero di lame in ciascun set di attrezzature
- Metodo di blocco degli utensili
- Configurazione esistente del separatore e dell'anello di stripping
Le lame devono essere abbinate agli alberi e al sistema completo di attrezzature e non devono essere fabbricate utilizzando solo le informazioni relative al diametro esterno e al diametro interno.
Descrivere i problemi di taglio esistenti
Si prega di spiegare eventuali problemi attuali, tra cui:
- Escesso di sbuffi
- Fabbricazione di macchine per la lavorazione del carbone
- Ripulizione frequente
- Usura irregolare della lama superiore e inferiore
- Larghezza della striscia instabile
- Scaffature di superficie in acciaio inossidabile
- Adesione del materiale
- Rimozione di materiali instabili
La SENDA può esaminare se le pale, la distanza libera, gli spaziatori, gli alberi e le condizioni di installazione debbano essere regolati insieme.
Processo di produzione
La via di produzione per le lame di taglio rotativo HRC55 è determinata in base al materiale, alle dimensioni, alla struttura e ai requisiti di precisione.
Un processo tipico comprende:
- Disegno e revisione della domanda
- Selezione del materiale della lama
- Ispezione delle materie prime
- Preparazione o forgiatura a vuoto
- Trattamento termico e temperatura
- Lavorazione CNC di materie grezze
- Macchinari interni ed esterni
- Smalzaggio di superfici di precisione
- Macchine di taglio
- Lavori di macinatura o lucidatura
- Demagnetizzazione e prevenzione della ruggine
- Ispezione finale
- Imballaggio in cassa di legno
Le lame sottili, le lame di grande diametro e le geometrie speciali dei bordi possono richiedere controlli diversi durante il trattamento termico e la macinazione.
Ispezione e controllo della qualità
SENDA è stata fondata nel 1998 e conta oltre 100 dipendenti.
A seconda dell'ordine e del disegno approvato, gli elementi di controllo possono comprendere:
- Materiale della lama
- Durezza
- Diametro esterno
- Diametro interno
- Spessore della lama
- Piatto
- Parallelismo
- Concentricità o deflusso radiale
- Roverezza della superficie
- Condizione all'avanguardia
- Rischi superficiali
- Fabbricazione a partire da semi di legno
- Marcatura del prodotto
- Protezione contro la ruggine
- Condizione dell'imballaggio
I requisiti di ispezione finale si basano sul disegno, sull'ordine e sull'accordo tecnico approvati.
Servizio di ristoro estero
SENDA fornisce servizi di ristampazione di ritorno in fabbrica per clienti esteri.
Prima della ristampa, le lame usate sono valutate per:
- Abbigliamento all'avanguardia
- profondità di frantumazione
- Dimensioni restanti della lama
- Condizione del materiale e della durezza
- Storia precedente di ristoro
- Piattazza e parallelizzazione
- Crepe o danni anormali
Quando le lame rimangono idonee per la ristampa, SENDA può effettuare il ripristino dei bordi, la ristampazione di precisione, la riispezione dimensionale, la prevenzione della ruggine e il riimballaggio.
Non tutte le lame usate possono essere macinate nuovamente, ma le lame con frantumi profondi, dimensioni residue insufficienti o danni strutturali possono dover essere sostituite.
Imballaggio, MOQ e consegna
Quantità minima d'ordine
Il quantitativo minimo di ordinazione è:
2 pezzi
Questo supporta le specifiche personalizzate, la conferma dei campioni e i requisiti di sostituzione di piccoli lotti.
Tempo di consegna
Il tempo di consegna standard è:
Circa 35 giorni
Il tempo di consegna finale dipende dal materiale della lama, dalle dimensioni, dalla quantità, dalla via di trattamento termico e dai requisiti di precisione.
Imballaggio standard
L'imballaggio standard è un involucro di legno.
La preparazione dell'imballaggio comprende normalmente:
- Pulizia delle lame
- Protezione contro la ruggine
- Protezione del bordo di taglio
- Fissazione individuale o a strati
- Armatura interna di cassa in legno
- Controllo della marcatura esterna
Il metodo di imballaggio è regolato in base alle dimensioni della lama, al peso e alla quantità di ordine.
Domande frequenti
L'HRC55 è adatto a tutte le applicazioni di taglio in acciaio inossidabile?
- No, no, no, no.
L'HRC55 è un requisito relativo alla durezza della lama e deve essere valutato insieme al materiale della lama, alla qualità dell'acciaio inossidabile, allo spessore del materiale, alla resistenza alla trazione, alla velocità di taglio e al rischio di frantumazione.
Come dovrei scegliere tra D2 e SKD11?
Sia la D2 che la SKD11 possono essere utilizzate per le lame di taglio del metallo.
La selezione finale dipende dalla resistenza, dallo spessore, dal carico di taglio, dalla modalità di usura prevista, dal rischio di frantumazione e dalle esigenze di ristampazione dell'acciaio inossidabile.
SENDA conferma la configurazione del materiale e del trattamento termico dopo aver esaminato le condizioni di esercizio.
La SENDA può fabbricare lame secondo i disegni?
- Sì, è vero.
SENDA è in grado di fabbricare lame rotative di taglio in base ai disegni del cliente, alle dimensioni esistenti o ai campioni fisici.
I disegni dovrebbero preferibilmente includere il diametro esterno, il diametro interno, lo spessore, le tolleranze, la geometria dei bordi e i requisiti relativi ai materiali.
Quale precisione può fornire SENDA?
Per le dimensioni applicabili delle lame:
- Tolleranza dello spessore può raggiungere ± 0,001 mm
- Il parallelo può raggiungere 0,002 mm
- La rugosità di superficie standard può raggiungere Ra 0,2 μm
- La rugosità della superficie lucidata può raggiungere Ra 0,1 μm
La precisione finale è confermata in base alle dimensioni della lama e ai requisiti di disegno.
La SENDA può fornire spaziatori e anelli da spogliarsi?
- Sì, è vero.
SENDA è in grado di fornire spaziatori in acciaio, guarnizioni, anelli in PU, anelli in gomma, anelli di separazione e anelli di stripping in acciaio per configurazioni complete di utensili di taglio.
La SENDA fornisce la ristampa per i clienti esteri?
- Sì, è vero.
Prima della ristampa, le lame devono essere valutate per quanto riguarda l'usura, la frantumazione, le dimensioni rimanenti, la condizione del materiale e la cronologia di ristampa precedente.
Quali informazioni sono richieste per un preventivo?
Indicare:
- Acciaio inossidabile
- Intervallo di spessore del materiale
- Resistenza alla trazione o durezza
- Velocità di taglio
- Larghezza della striscia richiesta
- Diametro esterno, diametro interno e spessore della lama
- Modello di macchina da taglio
- Disegno o campione
- Materiale della lama esistente
- Problemi di taglio attuali
- Quantità richiesta
- Requisiti di corrispondenza degli attrezzi
Informazioni di richiesta
Per una revisione della domanda e una quotazione, indicare:
- Acciaio inossidabile
- Spessore minimo e massimo del materiale
- Resistenza alla trazione o durezza
- Velocità di taglio
- Larghezza della striscia richiesta
- OD × ID × spessore della lama
- Modello della macchina di taglio e dimensioni dell'arbor
- Materiale e durezza delle lame esistenti
- Problemi di abrasione, frantumazione o usura
- Distanziatori, guarnizioni, anelli in PU o anelli da spogliarello necessari
- Disegno, fotografie o informazioni di campione
- Quantità richiesta

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!