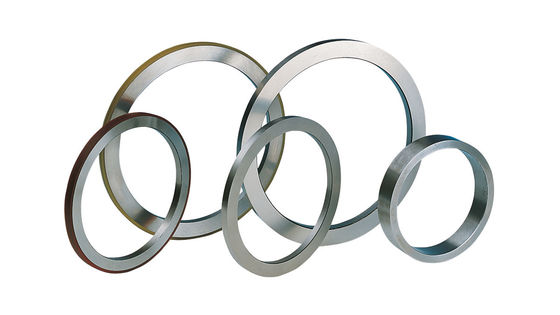
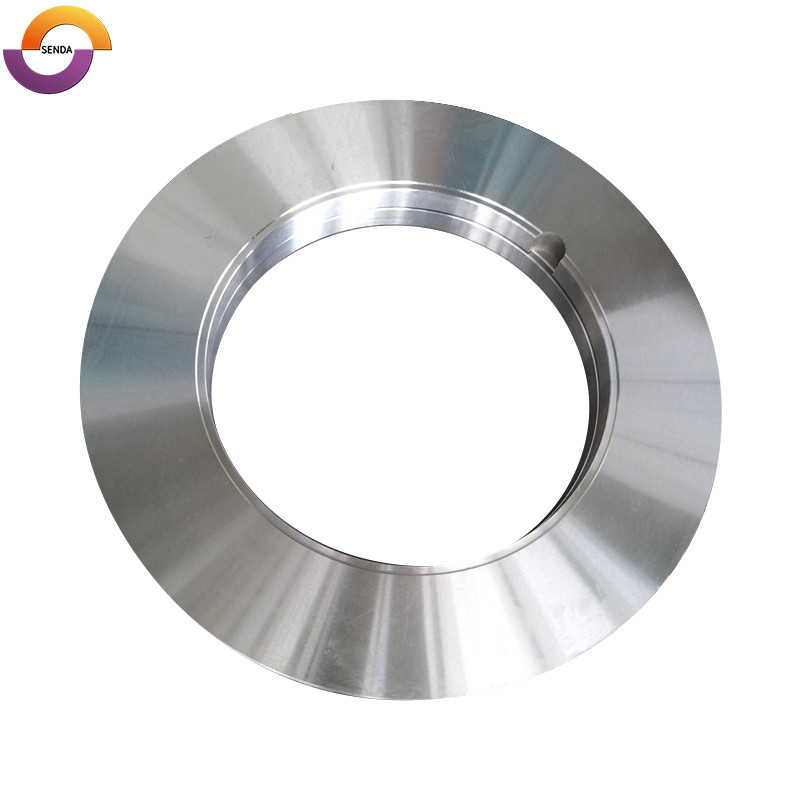
Le lame da taglio rotanti SENDA sono progettate per il taglio longitudinale di coil, lamiere e nastri di acciaio laminati a caldo raffreddati. Le lame sono montate sugli alberini superiore e inferiore di una linea di taglio. Il gioco orizzontale controllato e la sovrapposizione delle lame vengono utilizzati per tagliare continuamente un'ampia bobina di acciaio in strisce più strette.
Le lame possono essere personalizzate in base ai disegni tecnici, alle dimensioni delle pale esistenti o ai campioni fisici. Il materiale della lama, la durezza, la precisione dimensionale e gli utensili di supporto vengono selezionati in base allo spessore dell'acciaio laminato a caldo, alla resistenza alla trazione, alla velocità di taglio, alle condizioni della macchina e agli attuali problemi di taglio.
Principali specifiche del prodotto
|
Parametro
|
Specifica
|
| Nome del prodotto |
Lame da taglio rotanti |
| Altri nomi |
Lame per taglierine a spirale, coltelli per taglierine circolari, lame per cesoie rotanti |
| Applicazione |
Taglio longitudinale di coil, lamiere e nastri di acciaio laminati a caldo |
| Spessore di taglio |
0,1–24 mm |
| Materiali disponibili |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Durezza dell'acciaio per utensili |
HRC 62–64 per le specifiche applicabili dell'acciaio per utensili |
| Diametro esterno massimo |
600 mm |
| Esempio di dimensione |
6.000″ DE × 3.000″ ID × 0,375″ T |
| Tolleranza sul diametro interno |
+0,02 mm |
| Concentricità |
≤0,02 mm |
| Tolleranza sullo spessore |
Fino a ±0,001 mm, a seconda del diametro della lama |
| Rugosità superficiale standard |
Ra 0,2 μm |
| Rugosità della superficie lucida |
Fino a Ra 0,1 μm per le dimensioni applicabili |
| Velocità di riferimento del settore a scartamento sottile |
Fino a circa 305 m/min |
| Personalizzazione |
Secondo disegni, dimensioni o campioni |
| MOQ |
2 pezzi |
| Tempi di consegna |
30–35 giorni |
La dimensione dell'esempio elencato non è una specifica standard fissa. Il diametro esterno, il diametro interno, lo spessore, il materiale, la durezza e le tolleranze finali sono prodotti in base al disegno approvato e alle effettive condizioni di taglio.
Applicazioni per il taglio di acciaio laminato a caldo
Queste lame rotanti sono utilizzate principalmente in:
- Taglio di coil di acciaio laminato a caldo
- Taglio di lamiere di acciaio laminate a caldo
- Produzione di nastri stretti laminati a caldo
- Centri di lavorazione di coils di acciaio
- Centri servizi acciaio
- Rifilatura dei bordi di lamiere laminate a caldo
- Linee di taglio continue multicoltello
Questo prodotto è destinato all'acciaio laminato a caldo che ha completato il processo di laminazione e si è raffreddato. Non è destinato al taglio dell'acciaio rovente, alla cesoiatura volante a caldo o alle operazioni di taglio a misura ad alta temperatura su una linea di laminazione a caldo.
Problemi comuni nel taglio dell'acciaio laminato a caldo
Lo spessore, la resistenza, la scaglia superficiale e il carico di taglio dell'acciaio laminato a caldo influiscono sulla selezione del materiale della lama, della durezza e dei parametri dell'utensileria. Una configurazione errata della lama o dell'utensile può provocare:
|
Problema comune
|
Risultato tipico
|
| Sbavature eccessive |
Bave continue o localizzate lungo il bordo della fessura |
| Deformazione del bordo |
Bordi di nastri arrotolati, compressi o deformati |
| Scheggiatura della lama |
Scheggiature localizzate, microfessurazioni o danni ai bordi |
| Usura rapida della lama |
Opacizzazione rapida dei bordi e riaffilatura più frequente |
| Usura irregolare della lama |
Differenti tassi di usura tra lame superiori, inferiori o adiacenti |
| Variazione di larghezza |
Variazione dimensionale nei listelli finiti |
| Coltello inceppato |
Interferenza durante l'installazione o il funzionamento della lama |
| Spogliatura instabile |
Difficoltà a guidare o separare le strisce tagliate |
Questi problemi non sono sempre causati solo dal materiale della lama. Anche la distanza orizzontale, la precisione dell'albero, il parallelismo della lama, l'accumulo del distanziatore, le condizioni di installazione e la configurazione di rimozione possono influenzare il risultato del taglio.
Perché si verificano bave e risultati di taglio anomali
Risultati di taglio diversi possono indicare aree diverse che devono essere controllate.
|
Risultato del taglio
|
Direzione dell'ispezione
|
| Bave completamente irregolari su tutte le strisce |
Controllare la precisione della macchina da taglio e del set completo di utensili |
| Le strisce pari o dispari non possono essere completamente separate |
Controllare l'allineamento della spalla dell'albero e il gioco della prima coppia di lame |
| Sullo stesso lato delle strisce compaiono delle bave regolari |
Controllare la posizione di strippaggio, la spalla del separatore e il gioco iniziale |
| Bave continue su tutta la lunghezza della striscia |
Controllare l'eccentricità dell'albero e il parallelismo della lama |
| Alcune strisce sono accettabili mentre altre rimangono difettose |
Controllare gli errori accumulati della lama e le condizioni della superficie della lama |
| Bave eccessive regolari su entrambi i lati di tutte le strisce |
Lo spazio orizzontale potrebbe essere eccessivo |
| Compressione regolare su entrambi i lati di tutte le strisce |
Lo spazio orizzontale potrebbe essere troppo piccolo |
I problemi di taglio dell'acciaio laminato a caldo dovrebbero quindi essere valutati controllando insieme le lame, gli alberini, i distanziatori, il gioco e le condizioni di installazione, piuttosto che semplicemente aumentando la durezza della lama.
Materiali delle lame per diversi spessori di acciaio laminato a caldo
SENDA seleziona i materiali delle lame in base allo spessore dell'acciaio laminato a caldo, alla resistenza alla trazione, alle condizioni della superficie e ai requisiti effettivi di taglio.
|
Spessore dell'acciaio laminato a caldo
|
Materiali della lama disponibili
|
| <3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 e LS13
LS7, LS6 e LS13 sono selezionati in base alla gamma di spessori dell'acciaio laminato a caldo:
- LS7 può essere utilizzato nelle tre principali gamme di spessore.
- LS6 viene utilizzato principalmente per acciaio laminato a caldo inferiore a 6,0 mm.
- LS13 viene utilizzato principalmente per acciaio laminato a caldo superiore a 3,0 mm.
SKD11, D2 e Cr12MoV
SKD11, D2 e Cr12MoV sono categorie di materiali di acciaio per utensili che possono essere utilizzate per diversi spessori di acciaio laminato a caldo. La selezione finale dipende dalla resistenza del nastro, dalle scaglie superficiali, dal carico di taglio, dalla velocità di taglio e dal rischio di scheggiatura.
HSS
L'HSS è disponibile come categoria di materiale in acciaio rapido per diversi intervalli di spessore. La qualità HSS specifica viene selezionata in base alle effettive condizioni di taglio.
SD-51 e SD-56
SD-51 e SD-56 possono essere utilizzati per applicazioni di laminazione a freddo e a caldo. La selezione finale dipende ancora dallo spessore del nastro, dalla resistenza e dai parametri della macchina.
Equilibrio tra durezza e tenacità della lama
Per le specifiche applicabili della lama in acciaio per utensili è disponibile il valore HRC 62–64, ma questo intervallo di durezza non deve essere applicato in modo uniforme a ogni materiale della lama.
La durezza finale dipende da:
- Materiale della lama
- Spessore dell'acciaio laminato a caldo
- Resistenza alla trazione
- Condizione della scala superficiale
- Diametro esterno e spessore della lama
- Velocità di taglio
- Carico all'avanguardia
- Rischio di scheggiatura
Una durezza più elevata può favorire la ritenzione del tagliente e il controllo dell'usura, ma è necessario considerare anche la tenacità della lama per strisce più spesse, carichi di taglio più elevati o condizioni di impatto.
Il materiale della lama e i parametri del trattamento termico devono pertanto essere selezionati in base all'applicazione specifica di taglio. HRC 62–64 non è una specifica di durezza universale per tutte le lame da taglio in acciaio laminato a caldo.
Tolleranza e parallelismo sullo spessore della lama
La precisione della lama cambia con il diametro esterno. Una tolleranza sullo spessore di ±0,001 mm non deve essere presentata come tolleranza universale per tutte le dimensioni delle lame.
|
Diametro esterno della lama
|
Tolleranza sullo spessore
|
Parallelismo
|
| ≤250 mm |
±0,001 mm |
0,002 mm |
| ≤340 mm |
±0,001 mm |
0,002 mm |
| ≤420 mm |
±0,001 mm |
0,002 mm |
| ≤550 mm |
±0,003 mm |
0,002 mm |
| ≤600 mm |
±0,005 mm |
0,005 mm |
In un sistema di taglio multi-lama, gli errori dimensionali delle singole lame e dei distanziatori possono accumularsi. È quindi necessario controllare l'intero stack di utensili oltre allo spessore di ogni singola lama.
Planarità della lama per diametro e spessore
La planarità della lama dipende sia dal diametro esterno che dallo spessore della lama.
|
Diametro esterno della lama
|
Spessore ≤1 mm
|
Spessore 1–2 mm
|
Spessore 2–5 mm
|
Spessore>5 mm
|
| ≤250 mm |
0,02 mm |
0,005 mm |
0,002 mm |
0,002 mm |
| ≤340 mm |
0,03 mm |
0,01 mm |
0,005 mm |
0,002 mm |
| ≤420 mm |
0,04 mm |
0,02 mm |
0,01 mm |
0,002 mm |
| ≤550 mm |
— |
— |
0,02 mm |
0,005 mm |
| ≤600 mm |
— |
— |
— |
0,01 mm |
La planarità e il parallelismo adeguati aiutano a controllare il contatto della lama, il carico di taglio localizzato, l'usura irregolare e la variazione dei bordi tagliati finiti.
Rugosità e finitura superficiale
La rugosità superficiale standard della lama è Ra 0,2 μm. Per le dimensioni di precisione applicabili, la rugosità della superficie lucidata può raggiungere Ra 0,1 μm.
|
Parametro di superficie
|
Specifica
|
| Rugosità superficiale standard |
Ra 0,2 μm |
| Rugosità della superficie lucida |
Ra 0,1 μm |
| Intervallo applicabile principale per Ra 0,1 μm |
Dimensioni lama corrispondenti con diametro esterno ≤420 mm |
| Finitura superficiale |
Rettificato, lappato e lucidato |
Il termine originale “Rotondità superficiale: Ra 0,1 μm” dovrebbe essere corretto in “Rugosità superficiale”, poiché Ra si riferisce alla ruvidità superficiale piuttosto che alla rotondità.
Riferimento per il gioco della lama orizzontale
La distanza orizzontale della lama viene inizialmente selezionata in base allo spessore del nastro e alla resistenza alla trazione.
|
Materiale e resistenza alla trazione
|
Gioco orizzontale come percentuale dello spessore della striscia
|
| Alluminio morbido, rame e ottone, ≤100 MPa |
3%–5% |
| Acciaio dolce, lega di rame e alluminio duro, ≤240 MPa |
Circa il 10% |
| Acciaio medio-duro e acciaio inossidabile tenero, circa 420–620 MPa |
Circa il 12%–15% |
| Acciaio inossidabile e acciaio altolegato, circa 700–1310 MPa |
Circa 15%–25% |
Per gli acciai laminati a caldo, i principali intervalli di riferimento sono:
- Acciaio laminato a caldo più morbido con resistenza alla trazione ≤240 MPa: gioco iniziale di circa il 10% dello spessore del nastro.
- Acciaio laminato a caldo di media resistenza con resistenza alla trazione di circa 420–620 MPa: gioco iniziale di circa il 12%–15% dello spessore del nastro.
Questi valori sono riferimenti di impostazione iniziale. Il gioco finale deve essere regolato in base alla qualità effettiva dell'acciaio, allo spessore, alle condizioni del tagliente, alla precisione della macchina e al profilo del bordo tranciato richiesto.
Un gioco eccessivo può provocare la regolare formazione di bave. Un gioco insufficiente può aumentare la compressione del materiale, il carico del tagliente o l'usura anomala.
Come funzionano le lame da taglio rotanti
Dopo che la bobina di acciaio laminato a caldo entra nella linea di taglio, le lame rotanti superiori e inferiori vengono montate sui rispettivi perni. Lame, distanziatori e spessori sono disposti in base alle larghezze di nastro richieste.
Il processo di taglio comprende:
- La bobina di acciaio laminato a caldo entra nella linea di taglio.
- Le lame rotanti sono disposte sugli alberini superiore e inferiore in base alle larghezze del target.
- I distanziatori in acciaio controllano le posizioni delle lame e le larghezze delle strisce finite.
- Gli spessori vengono utilizzati per regolare con precisione la posizione della lama e il gioco orizzontale.
- Le lame superiori e inferiori formano lo spazio orizzontale e la sovrapposizione richiesti.
- La bobina di acciaio viene tagliata continuamente mentre passa attraverso i bordi della lama.
- Gli anelli in gomma e gli anelli estrattori supportano il bloccaggio, la guida e la rimozione della striscia.
- I nastri tagliati continuano al riavvolgimento o alla lavorazione a valle.
La qualità del taglio dipende non solo dall'affilatura della lama, ma anche dalle condizioni dell'albero, dalla precisione della lama, dall'impostazione della distanza e dalle dimensioni accumulate dell'intero stack di utensili.
Attrezzatura completa per linee di taglio di acciaio laminato a caldo
SENDA può configurare le lame e gli utensili di supporto in base alla macchina da taglio, alle larghezze delle strisce target e alla struttura della pila di utensili.
|
Componente di utensili
|
Funzione principale
|
| Lame da taglio rotanti |
Eseguire il taglio longitudinale continuo |
| Distanziatori in acciaio |
Controlla la posizione della lama e la larghezza della striscia finita |
| Spessori |
Regolazione fine della posizione della lama e del gioco orizzontale |
| Anelli NBR |
Consigliato per materiali laminati a caldo per fissaggio, guida e supporto di strippaggio |
| Anelli in PU |
Opzionale per materiali laminati a caldo |
| Anelli spogliarellista in acciaio |
Applicare pressione, guidare e rimuovere le strisce strette |
| Strumenti di separazione |
Separare e guidare le strisce tagliate |
Per i materiali laminati a caldo, gli anelli NBR sono la direzione consigliata, mentre gli anelli PU possono essere selezionati in base alle condizioni della macchina e della superficie del materiale.
Come selezionare le lame rotanti per l'acciaio laminato a caldo
1. Confermare i parametri dell'acciaio laminato a caldo
Si prega di fornire:
- Grado di acciaio laminato a caldo
- Spessore della striscia
- Resistenza alla trazione
- Condizioni superficiali
Queste informazioni vengono utilizzate per determinare il materiale della lama, la durezza e il gioco orizzontale iniziale.
2. Confermare le dimensioni della lama e dell'albero
Si prega di fornire:
- Diametro esterno della lama
- Diametro interno della lama
- Spessore della lama
- Dimensioni del pergolato
- Foro e struttura di installazione
- Disegno della pala esistente o campione fisico
Dovrebbero essere forniti anche eventuali requisiti di disegno relativi a planarità, parallelismo, concentricità, raggio, smusso o geometria del tagliente.
3. Confermare le Condizioni di Produzione
Si prega di fornire:
- Velocità di taglio
- Larghezza della striscia target
- Modello di macchina da taglio
- Configurazione utensileria multi-coltello
Alcune linee di taglio ad alta velocità che lavorano circa 0,5–2,7 mm di acciaio laminato a freddo e a caldo hanno una velocità di riferimento del settore di circa 305 m/min. La velocità operativa effettiva dipende ancora dallo spessore della striscia, dalla resistenza alla trazione, dalle dimensioni della lama e dalle condizioni della macchina. Questa velocità non deve essere applicata in modo uniforme all'intero intervallo di spessori da 0,1 a 24 mm.
4. Confermare l'attuale problema di taglio
Le foto del bordo tagliato, del tagliente della lama e delle condizioni di usura possono aiutare a valutare:
- Posizione e direzione della bava
- Scheggiatura della lama
- Usura irregolare della lama
- Variazione della larghezza della striscia
- Inceppamento del coltello
- Spogliatura instabile
5. Confermare i requisiti degli strumenti di supporto
Si prega di confermare se l'ordine richiede:
- Distanziali in acciaio
- Spessori
- Anelli in NBR o PU
- Anelli estrattori in acciaio
- Strumenti di separazione
Dalla revisione del disegno al controllo dimensionale
Le lame da taglio in acciaio laminato a caldo devono corrispondere agli alberini, ai distanziatori e al pacchetto completo di utensili esistenti del cliente. SENDA può produrre in base ai disegni del cliente, alle dimensioni delle pale esistenti o ai campioni fisici. Il disegno approvato viene utilizzato come base per la produzione e l'ispezione del prodotto finito.
Disegno e revisione dei parametri
Prima della produzione, le informazioni tecniche vengono esaminate per confermare:
- Diametro esterno, diametro interno e spessore della lama
- Dimensioni di raccordo tra foro e albero
- Requisiti di planarità e parallelismo
- Requisiti di concentricità
- Raggio, smusso e struttura all'avanguardia
- Tolleranze dimensionali e riferimenti di ispezione riportati sul disegno
Anche il materiale della lama, la durezza e il grado di precisione vengono selezionati in base allo spessore dell'acciaio laminato a caldo, alla resistenza alla trazione e alle effettive condizioni di taglio.

Ispezione dimensionale della lama finita
Dopo la lavorazione, le dimensioni della lama finita e le condizioni della superficie vengono controllate in base al disegno approvato e ai requisiti dell'ordine. Ciò aiuta a confermare che le lame corrispondono agli alberini e alla configurazione degli utensili esistenti del cliente.
Gli elementi di ispezione possono includere:
- Diametro esterno
- Diametro interno
- Spessore della lama
- Dimensioni specificate nel disegno
- Stato dell'avanguardia e della superficie
- Adattamento dimensionale di set di utensili completi
Processo di produzione
SENDA produce utensili per taglio industriale da acciai per utensili in lega forgiata, acciai rapidi, acciai proprietari e acciai ad alte prestazioni con metallurgia delle polveri.
Il principale processo di produzione comprende:
- Revisione dell'applicazione e del disegno
- Conferma del materiale della lama e della durezza
- Preparazione della materia prima e forgiatura
- Trattamento termico sotto vuoto o trattamento termico in bagno di sale
- Temperamento
- Lavorazioni dimensionali CNC
- Rettifica cilindrica interna ed esterna
- Rettifica superficiale di precisione
- Lavorazione all'avanguardia
- Lappatura o lucidatura
- Controllo dimensionale e superficiale
- Prevenzione della ruggine e imballaggio
L'effettivo percorso di produzione può variare in base al materiale della lama, alle dimensioni e ai requisiti di precisione.
Ispezione e controllo qualità
SENDA utilizza l'analisi dei materiali, l'ispezione dimensionale e l'ispezione della superficie per controllare le materie prime, i processi di produzione e le lame finite.
|
Elemento di ispezione
|
Contenuto dell'ispezione
|
| Analisi spettrale |
Controlla la composizione chimica del materiale |
| Analisi metallografica |
Valuta la microstruttura del materiale |
| Prove non distruttive |
Controlla i difetti del materiale o del prodotto |
| Ispezione OD e ID |
Controlla i diametri esterni ed interni secondo il disegno approvato |
| Ispezione dello spessore |
Controlla lo spessore della lama |
| Ispezione della planarità |
Controlla la planarità della lama |
| Ispezione del parallelismo |
Controlla il parallelismo tra le superfici di lavoro |
| Ispezione della concentricità |
Controlla la relazione concentrica tra il foro e il diametro esterno |
| Ispezione della rugosità superficiale |
Controlla la rugosità delle superfici rettificate o lucidate |
| Ispezione all'avanguardia |
Controlla scheggiature, bave e condizioni di macinazione |
Gli elementi di ispezione specifici sono determinati in base al materiale della lama, alle dimensioni, ai disegni e ai requisiti dell'ordine.
Imballaggio e consegna
|
Articolo
|
Specifica
|
| MOQ |
2 pezzi |
| Tempi di consegna |
30–35 giorni |
| Protezione dalla ruggine |
Olio antiruggine |
| Protezione interiore |
Involucro protettivo in plastica |
| Imballaggio esterno |
Robusta custodia in compensato |
| Termini di pagamento |
L/C, D/A, D/P, T/T, Western Union |
| Certificazione |
ISO9001 |
| Luogo di origine |
Cina |
Prima dell'imballaggio, le lame ricevono una protezione antiruggine. L'involucro protettivo in plastica e una robusta custodia in compensato aiutano a ridurre il rischio di umidità, corrosione e danni ai taglienti durante il trasporto.
Domande frequenti
Quali materiali sono disponibili per le lame da taglio in acciaio laminato a caldo?
I materiali disponibili includono LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 e Cr12MoV. LS7, LS6 e LS13 sono selezionati in base allo spessore dell'acciaio laminato a caldo. Altri materiali vengono selezionati in base alla resistenza del nastro, alle condizioni della superficie e ai requisiti effettivi di taglio.
Quale spessore di acciaio laminato a caldo possono lavorare le lame?
L'attuale intervallo di spessori di taglio è compreso tra 0,1 e 24 mm. Spessori, resistenze e condizioni della macchina diversi richiedono materiali delle lame, durezza, dimensioni, spazio libero e velocità operative diversi.
La durezza HRC 62–64 è adatta a tutti i materiali delle lame?
No. HRC 62–64 è disponibile solo per le specifiche applicabili della lama in acciaio per utensili. Gli acciai della serie LS, gli HSS, i materiali della serie SD e altri gradi richiedono una selezione della durezza in base alle proprietà del materiale e alle effettive condizioni operative.
Quale spazio orizzontale dovrebbe essere utilizzato per il taglio dell'acciaio laminato a caldo?
Per l'acciaio laminato a caldo più morbido con resistenza alla trazione ≤240 MPa, è possibile utilizzare circa il 10% dello spessore del nastro come riferimento iniziale. Per l'acciaio laminato a caldo di media resistenza a circa 420–620 MPa, è possibile utilizzare circa il 12%–15% come riferimento iniziale. Il gioco finale deve essere regolato in base al profilo effettivo del bordo tagliato, alle condizioni della bava, alla precisione della macchina e alle condizioni della lama.
Quale precisione della lama può fornire SENDA?
A seconda del diametro della lama, la tolleranza dello spessore può raggiungere ±0,001 mm e il parallelismo può raggiungere 0,002 mm. La ruvidità superficiale standard è Ra 0,2 μm, mentre le specifiche di lucidatura applicabili possono raggiungere Ra 0,1 μm.
Quali informazioni sono necessarie per un preventivo?
Si prega di fornire la qualità dell'acciaio laminato a caldo, lo spessore, la resistenza alla trazione, la velocità di taglio, la larghezza della striscia target, il diametro esterno della lama × l'ID × T, le dimensioni dell'albero, il materiale attuale della lama, gli attuali problemi di taglio, il disegno e la quantità richiesta.
Informazioni necessarie per un preventivo personalizzato
Per determinare il materiale della lama, la durezza, la precisione dimensionale e la configurazione degli utensili adatti, fornire:
- Grado di acciaio laminato a caldo
- Spessore dell'acciaio laminato a caldo
- Resistenza alla trazione
- Velocità di taglio
- Larghezza della striscia target
- Diametro esterno della lama, diametro interno e spessore
- Dimensioni del pergolato
- Materiale attuale della lama
- Problema attuale di bavatura, scheggiatura o usura
- Distanziatori, anelli di gomma o anelli estrattori necessari
- Disegno tecnico della lama
- Foto della lama o dimensioni fisiche esistenti
- Quantità richiesta
Carica il disegno della lama e fornisci lo spessore dell'acciaio laminato a caldo, la resistenza alla trazione e i parametri della linea di taglio per il materiale, la tolleranza dimensionale e la revisione completa degli utensili.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!